
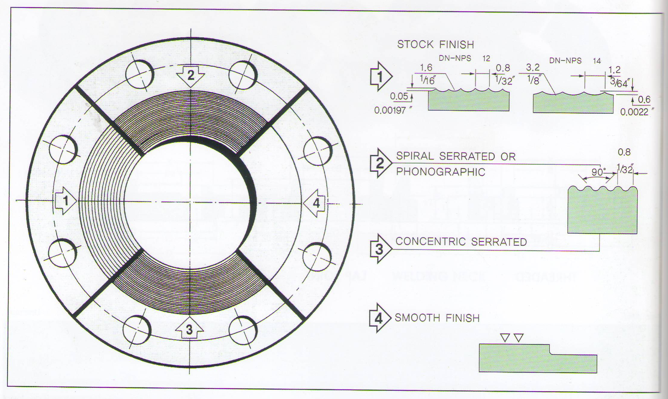
STOCK FINISH:
De stäerkste verbreet vun all gasket Finish benotzt, well praktesch ass gëeegent fir all normal Service cinditions. Dëst ass eng kontinuéierlech Spiralgroove.
Flanges Gréissten 12 ″ (304.8mm) a méi kleng gi mat engem 1/16 ″ Ronn-Nues Tool mat engem Feed vun 1/32 ″ pro Revolutioun produzéiert.
Fir Gréissten 14 ″ (355,6 mm) a méi grouss. d'Finish gëtt mat 1/8 ″ Ronn-Nues Tool mat engem Feed vun 3/64 ″ pro Revolutioun gemaach.
SPIRAL SERRATED ODER PHONOGRAPHIC:
Dëse Finish gëtt produzéiert mat engem 90 ° Ronn-Nues Tool.
KONZENTRISCHE SERRATED:
Dëse Finish gëtt produzéiert mat engem 90 ° Ronn-Nues Tool.
SLOT FINISH:
D'Schneidinstrument, dat benotzt gëtt, soll en ongeféier 0,06 ″ Radius hunn.
Déi resultéierend Uewerflächefinanz soll en 125μ Zoll bis 250μ Zoll hunn (ANSI B16.5 Para 6.4;4.1)
1.ERHUELT FACE. AN grouss männlech AN weiblech
Entweder e serrated-konzentresch oder serrated-spiralfinish mat 34 bis 64 Nuten pro Zoll gëtt benotzt.
D'opzedeelen Outil Employéen huet eng ongeféier 0,06 Zoll Radius.
Déi doraus resultéierend Uewerfläch Finish soll eng 125μ Zoll (3.2μm) bis 500μ Zoll (12.5μm) ongeféier roughness hunn
2.ZONG AN GROOVE, A KLEIN männlech a weiblech
D'Gasket Kontakt Uewerfläch net däerfte 125μ an.(3.2μm) roughness
3.RING JOINT
Der bannenzeg Mauer Uewerfläch vun gasket Groove net méi wéi 63μ an. (1,6μm) roughness.
4.BLIND
Blannflänzen brauchen net Gesiichter am Zentrum ze sinn, wann, wann dësen Zentrum Deel opgehuewe gëtt, säin Duerchmiesser op d'mannst 1 Zoll ass.
méi kleng wéi den bannenzegen Duerchmiesser vun Armaturen vun der entspriechender Drockklass.
Wann den zentrale Deel depriméiert ass, ass säin Duerchmiesser net méi grouss wéi den banneschten Duerchmiesser vun den entspriechende Drockklass Armaturen.
D'Maschinn vum depriméierten Zentrum ass net erfuerderlech.
Post Zäit: Sep-02-2021